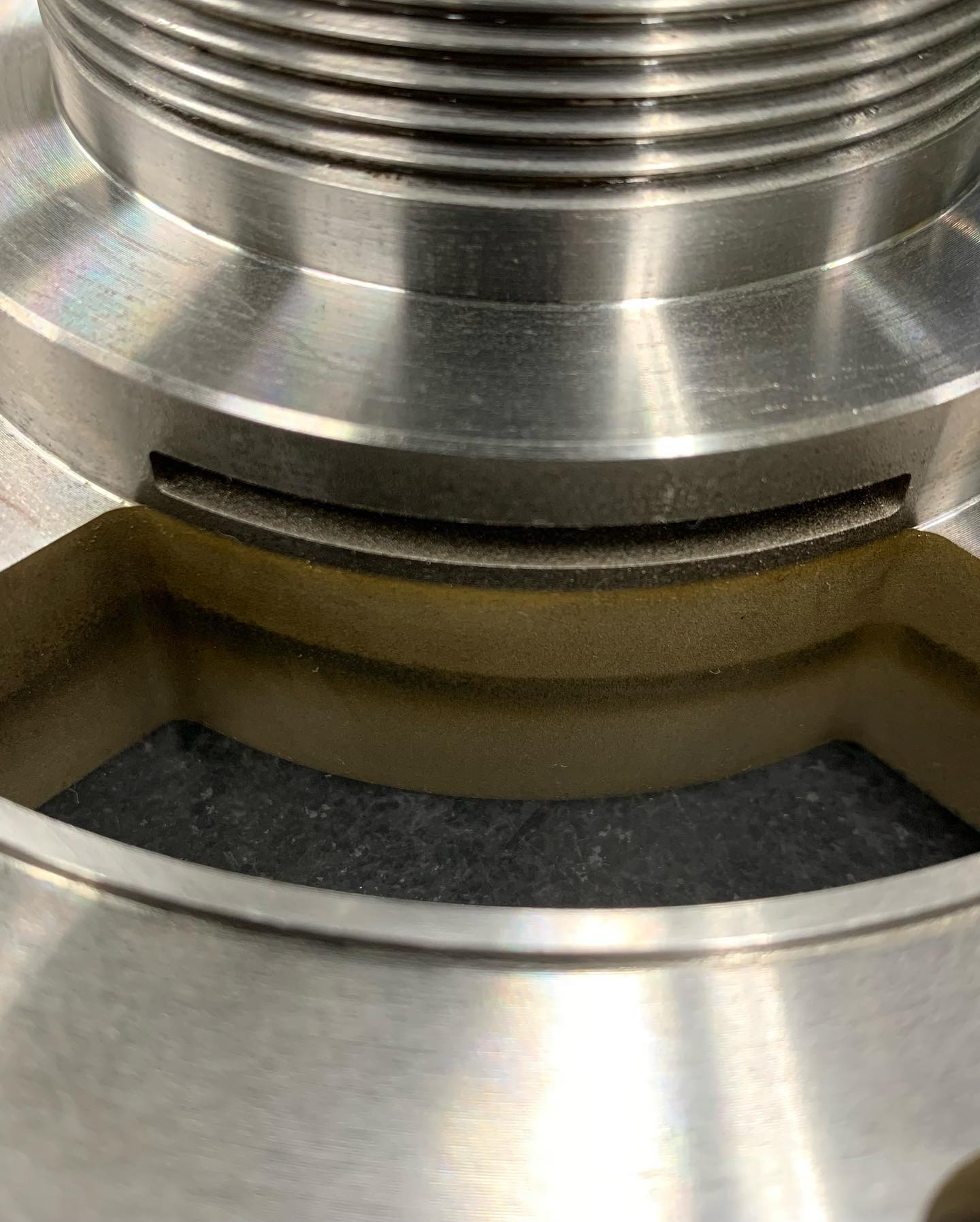
製品のフランジ部分が大きく、切削加工では刃物が届かないとの事で35度に開いた扇形の3ミリの溝を横放電で90度ずつ4箇所加工しました。 2026 3/29 #ミクロ技研 #放電加工 #横放電 #溝加工 2023年10月24日 製品のフランジ部分が大きく、切削加工では刃物が届かないとの事で35度に開いた扇形の3ミリの溝を横放電で90度ずつ4箇所加工しました。 #横放電 #放電加工 #ミクロ技研 #溝加工 #ミクロ技研 #放電加工 #横放電 #溝加工 フランジ状の部品側面に扇型の溝を放電しています。90度毎に4箇所必要なので電極を上下に動かす通常の動きではなく電極を寝かせた状態で横に動かして放電する「横放電」という動きで加工しています。 一部に30度の傾斜面が必要との事ですがエンドミルでの切削加工だと凹んだ隅部には刃物のRが残ってしまうので弊社の型彫放電加工機で傾斜面とそれに繋がる平面の加工をしました。 関連記事 ワイヤーカット加工の精度を左右する小さな要因、大きな違い 旋盤加工されたアルミのリングを2分割しています。 既製品のスプロケットからの切り出し加工 今回は外径約60mmのスプライン形状を横放電で加工しました。 先日、国内ハサミメーカーであるアルスコーポレーション様の取材を受け、記事が同社のwebサイトにアップされました。 アルミ素材にM3のタップ加工中、タップを折ってしまったとの事で持込。 テーパー角度14度の加工 2週間程前から運転すると「ギャ〜ーーーーー」と地獄の様な叫び声をあげてたワイヤーカット加工機の加工液ポンプ