2023年– date –
-

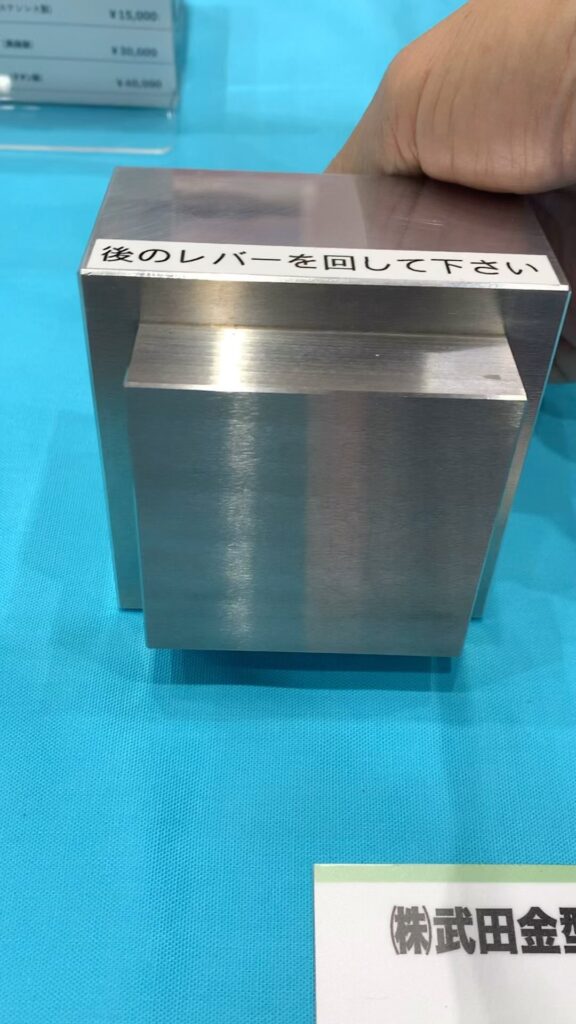
見本品ではなくお客様へこのまま納品する製品です。
見本品ではなくお客様へこのまま納品する製品です。クリアランスは3ミクロン程度で、押していくと空気が逃げなくて少しブレるのが解ると思います。 -
ビックサイトで開催中の「中小企業 新ものづくり・新サービス展」にやって来ました。
ビックサイトで開催中の「中小企業 新ものづくり・新サービス展」にやって来ました。 個人的な今回の目玉でもある新潟の武田金型製作所さんの社長とも会って直接お話し出来ました。 テレビなどで観た事ある方も多いかと思いますががコレの原形みたいなのを... -
ビックサイトで開催中の「中小企業 新ものづくり・新サービス展」に行って来ました。
ビックサイトで開催中の「中小企業 新ものづくり・新サービス展」にやって来ました。 個人的な今回の目玉でもある新潟の武田金型製作所さんの社長とも会って直接お話し出来ました。 テレビなどで観た事ある方も多いかと思いますががコレの原形みたいなのを... -
一部に30度の傾斜面が必要との事ですがエンドミルでの切削加工だと凹んだ隅部には刃物のRが残ってしまうので弊社の型彫放電加工機で傾斜面とそれに繋がる平面の加工をしました。
一部に30度の傾斜面が必要との事ですがエンドミルでの切削加工だと凹んだ隅部には刃物のRが残ってしまうので弊社の型彫放電加工機で傾斜面とそれに繋がる平面の加工をしました。 #型彫放電加工 #三菱電機 #ミクロ技研 #傾斜面加工 -
製品のフランジ部分が大きく、切削加工では刃物が届かないとの事で35度に開いた扇形の3ミリの溝を横放電で90度ずつ4箇所加工しました。
製品のフランジ部分が大きく、切削加工では刃物が届かないとの事で35度に開いた扇形の3ミリの溝を横放電で90度ずつ4箇所加工しました。 #横放電 #放電加工 #ミクロ技研 #溝加工 -
フランジ状の部品側面に扇型の溝を放電しています。90度毎に4箇所必要なので電極を上下に動かす通常の動きではなく電極を寝かせた状態で横に動かして放電する「横放電」という動きで加工しています。
フランジ状の部品側面に扇型の溝を放電しています。 90度毎に4箇所必要なので電極を上下に動かす通常の動きではなく電極を寝かせた状態で横に動かして放電する「横放電」という動きで加工しています。 -
全高38mmの底部分の厚み出しt=4.5±0.05・t=5.0±0.05とR29.5+0.01〜0.03の寸法出し
全高38mmの底部分の厚み出しt=4.5±0.05・t=5.0±0.05とR29.5+0.01〜0.03の寸法出し 厚みはt=4.523・t=5.032RはR29.52に加工出来ました。 放電部分の面粗度はRz6.3を狙って加工しました。 #型彫放電加工 #三菱電機 #ミクロ技研 #戸田市 -
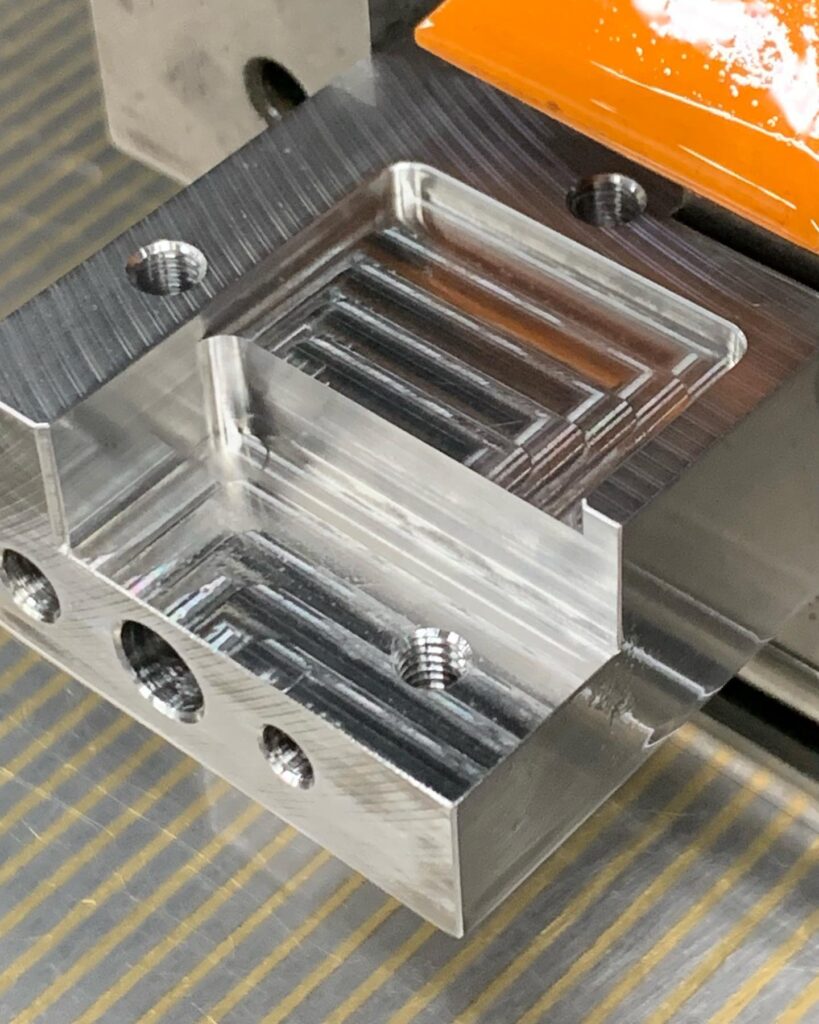
フライスで加工されたアルミの角穴側面への丸穴追加工のご依頼。
フライスで加工されたアルミの角穴側面への丸穴追加工のご依頼。兄側面なので切削の刃物は使えず放電加工で加工しました。直径φ4.5mm深さ2.5mmを追加しました。 #型彫放電加工 #三菱電機 #ミクロ技研 -
形彫放電加工機のヘッドにφ10mmのピンゲージを咥えてC軸での振れが無いように調整、更にZ軸を動かしても倒れが無いように調整しました。
形彫放電加工機のヘッドにφ10mmのピンゲージを咥えてC軸での振れが無いように調整、更にZ軸を動かしても倒れが無いように調整しました。 Z軸の調整は電極を取り付ける毎にやっていますが、C軸を回転させながら加工する事は稀なのですが時々やっておくと加... -
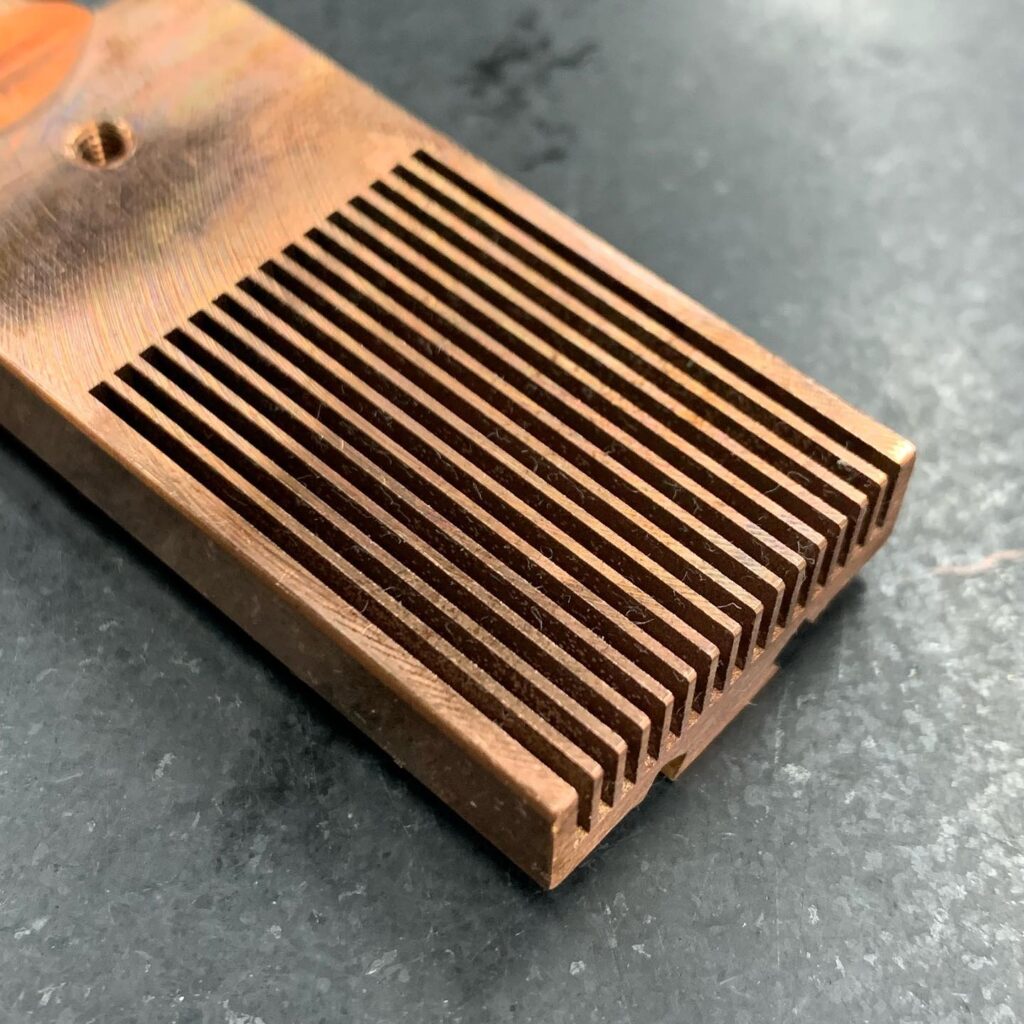
銅材への放電加工
銅材への放電加工以前加工した物の溝幅違いやはり銅への放電加工は時間が掛かって大変でした。 でも精度も想定通りかなり良く、銅材への放電加工に慣れてきた感触です。 #銅材 #放電加工 #銅材への放電加工 #型彫放電加工 #形彫放電加工