#三菱電機– category –
-

既製品のスプロケットからの切り出し加工
既製品のスプロケットからの切り出し加工 中心穴と写真上の丸穴とで回転位置を出し指定された角度で切り抜いています。 #ワイヤーカット #ワイヤーカット加工 #ミクロ技研 #三菱電機 #埼玉 #戸田市 -
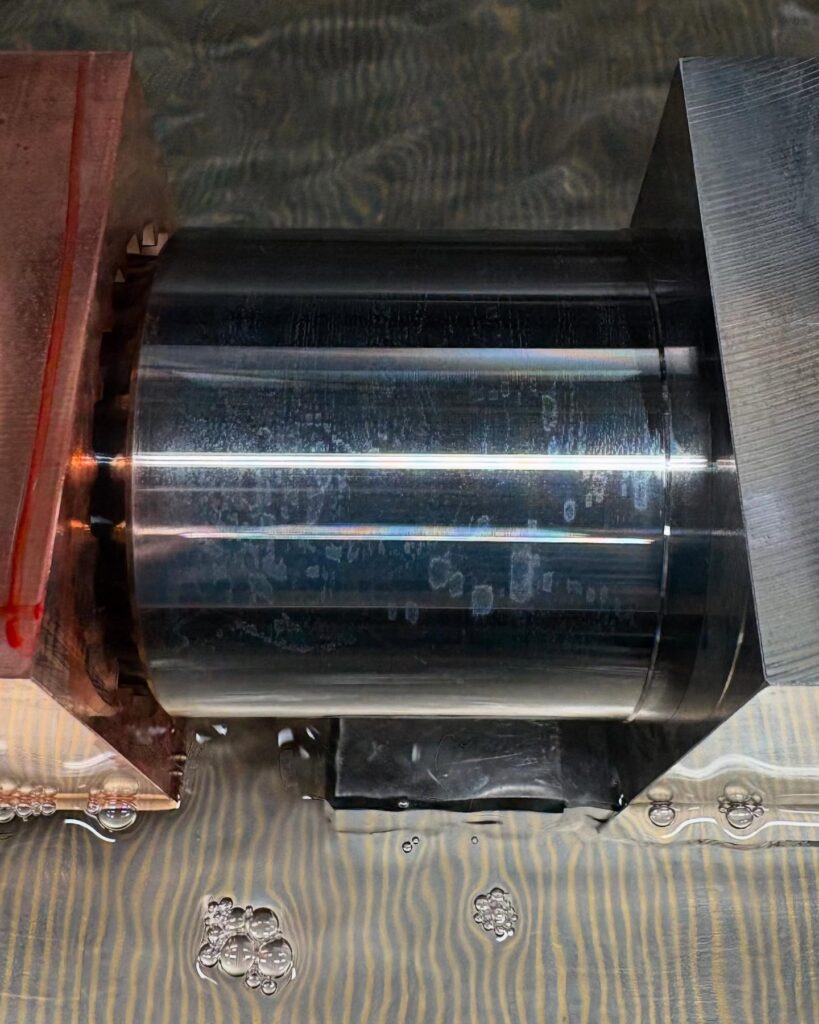
今回は外径約60mmのスプライン形状を横放電で加工しました。
今回は外径約60mmのスプライン形状を横放電で加工しました。長さが50mm超えの加工だった事もあり、スラッジのはけが悪くて想定以上に時間が掛かってしまった。横方向と縦方向に寸法差は出てしまったが、同時に注文して頂いたワイヤーカット加工でのスプラ... -
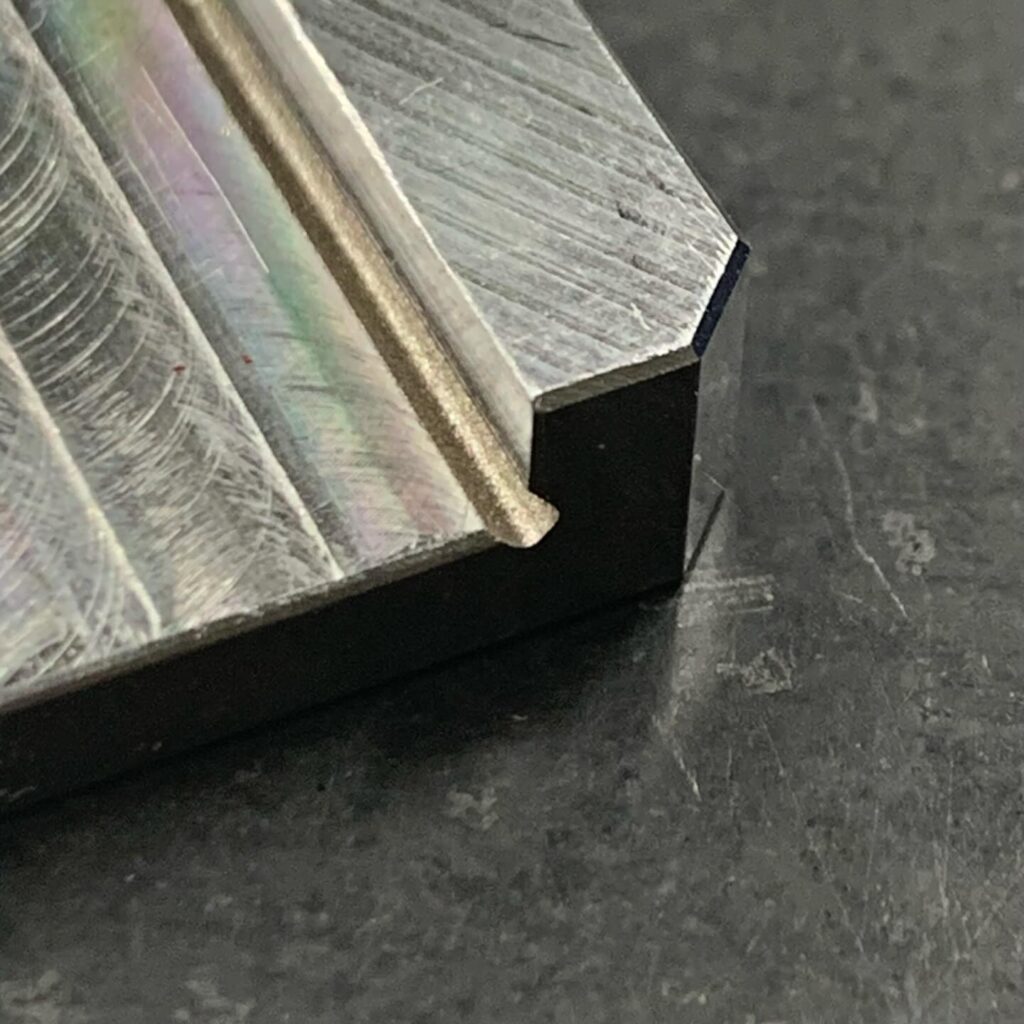
テーパー角度14度の加工
テーパー角度14度の加工幅公差は0〜+0.1でしたが大きめを狙って欲しいとの事で+0.06〜+0.09の範囲に収まりました。面粗度はRa0.61 Rmax5.0程度に仕上げてあります。 -
切削加工で削り出された角隅部の逃げ加工のご依頼。
切削加工で削り出された角隅部の逃げ加工のご依頼。幅1mmn全長170mmの逃げなので放電加工で加工しました。 #型彫放電加工 #型彫放電加工機 #三菱電機 #ミクロ技研 #埼玉県 #戸田市 #角隅 -
一部に30度の傾斜面が必要との事ですがエンドミルでの切削加工だと凹んだ隅部には刃物のRが残ってしまうので弊社の型彫放電加工機で傾斜面とそれに繋がる平面の加工をしました。
一部に30度の傾斜面が必要との事ですがエンドミルでの切削加工だと凹んだ隅部には刃物のRが残ってしまうので弊社の型彫放電加工機で傾斜面とそれに繋がる平面の加工をしました。 #型彫放電加工 #三菱電機 #ミクロ技研 #傾斜面加工 -
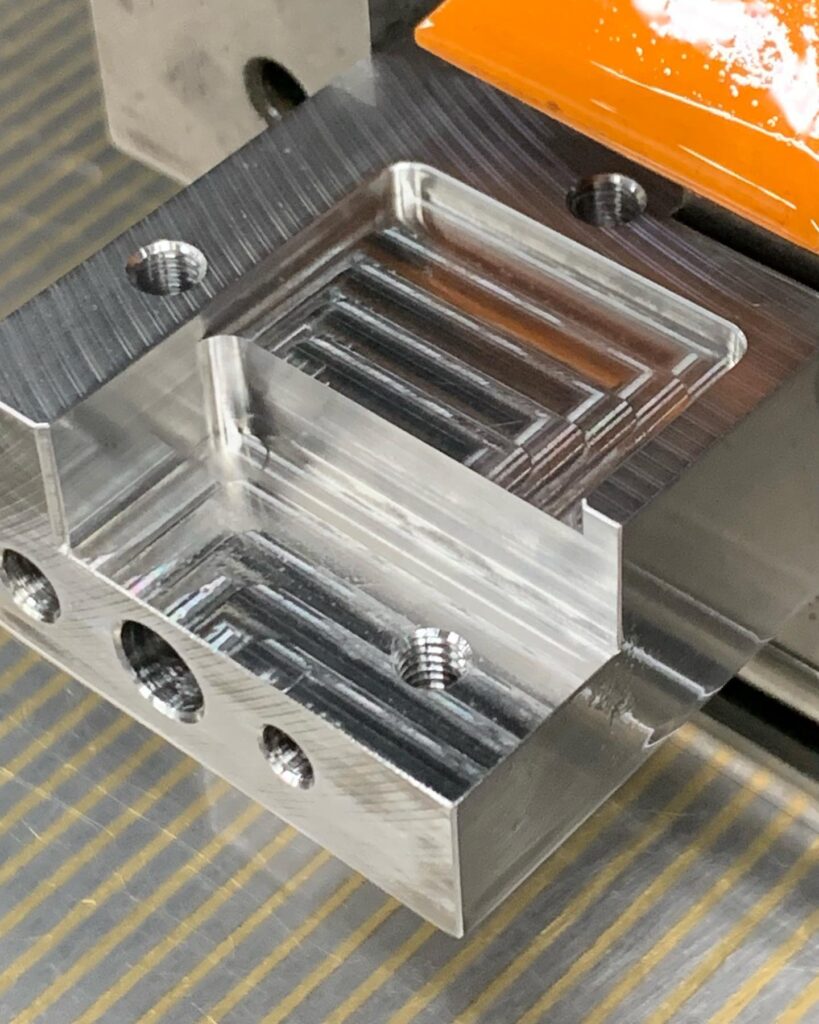
全高38mmの底部分の厚み出しt=4.5±0.05・t=5.0±0.05とR29.5+0.01〜0.03の寸法出し
全高38mmの底部分の厚み出しt=4.5±0.05・t=5.0±0.05とR29.5+0.01〜0.03の寸法出し 厚みはt=4.523・t=5.032RはR29.52に加工出来ました。 放電部分の面粗度はRz6.3を狙って加工しました。 #型彫放電加工 #三菱電機 #ミクロ技研 #戸田市 -
フライスで加工されたアルミの角穴側面への丸穴追加工のご依頼。
フライスで加工されたアルミの角穴側面への丸穴追加工のご依頼。兄側面なので切削の刃物は使えず放電加工で加工しました。直径φ4.5mm深さ2.5mmを追加しました。 #型彫放電加工 #三菱電機 #ミクロ技研 -
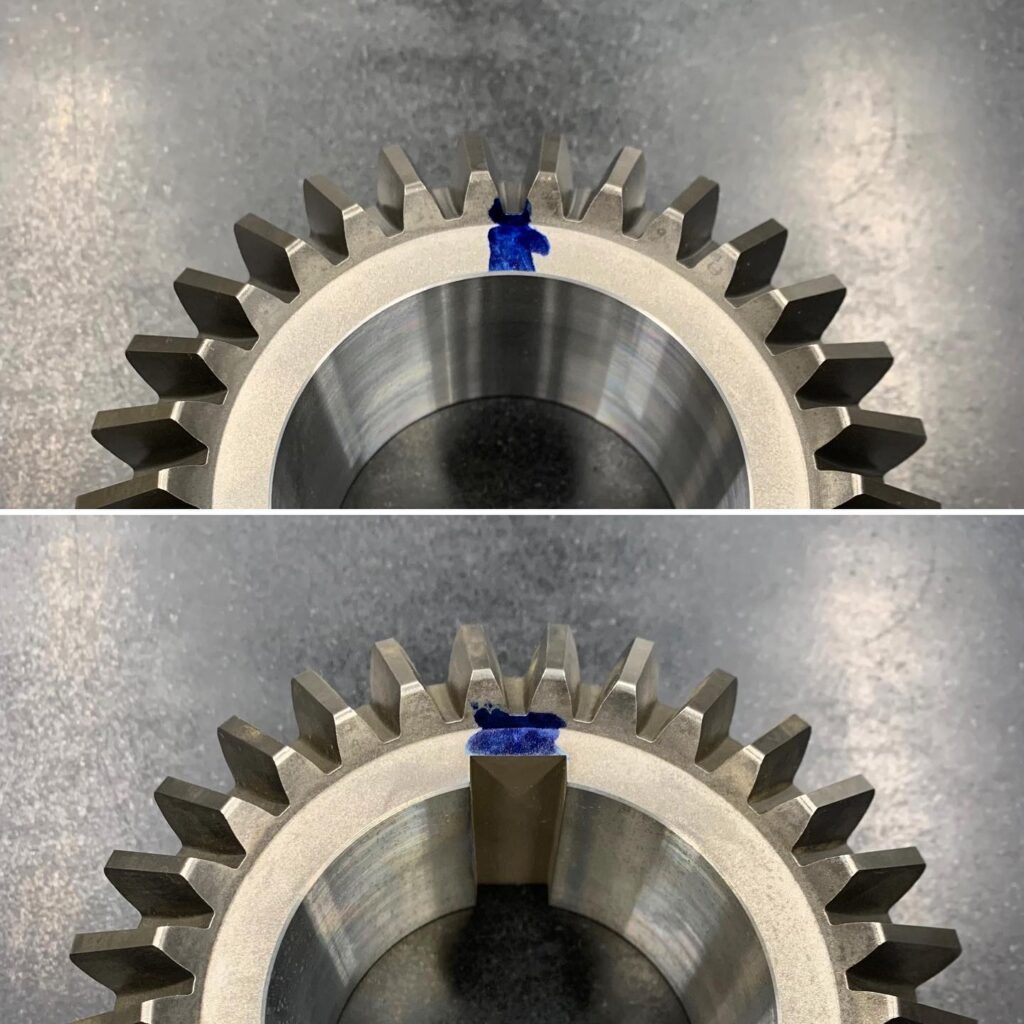
マイタギヤへのキー溝追加工のご依頼。歯車の谷部分にキー溝が来るようにとのご依頼です。
マイタギヤへのキー溝追加工のご依頼。歯車の谷部分にキー溝が来るようにとのご依頼です。簡単な方法だと「けがき線」を入れ「けがき線」に合わせて回転させて…という方法がありますが、キー溝は中心の穴との平行度も大切ですよね。軸穴の垂直を出しつつ「... -
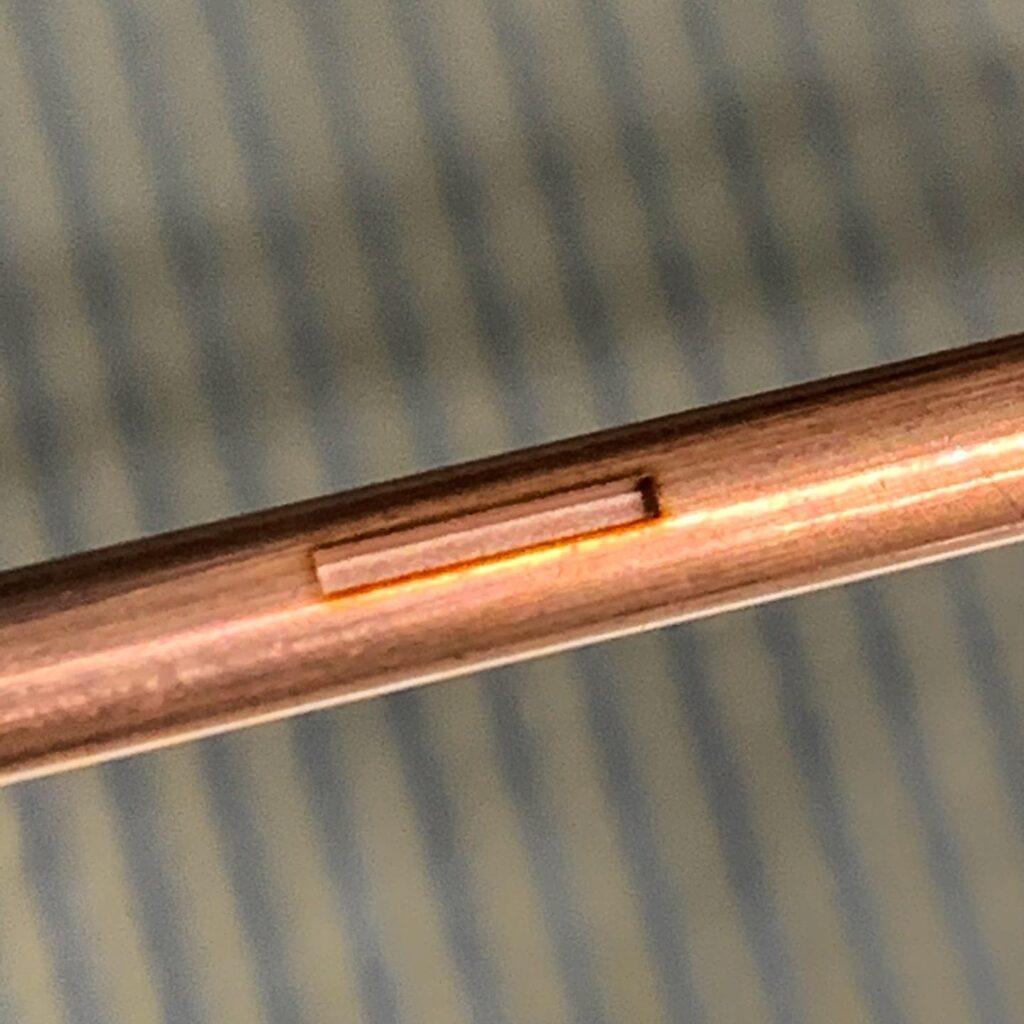
素材の耐久試験用の傷を指定の寸法で付けています。
素材の耐久試験用の傷を指定の寸法で付けています。今回は銅線に長さ5mm巾0.5mm深さ0.5mmという指定です。 #三菱電機 #放電加工機 #edm #ミクロ技研 #埼玉県 #戸田市 #mitsubishi -
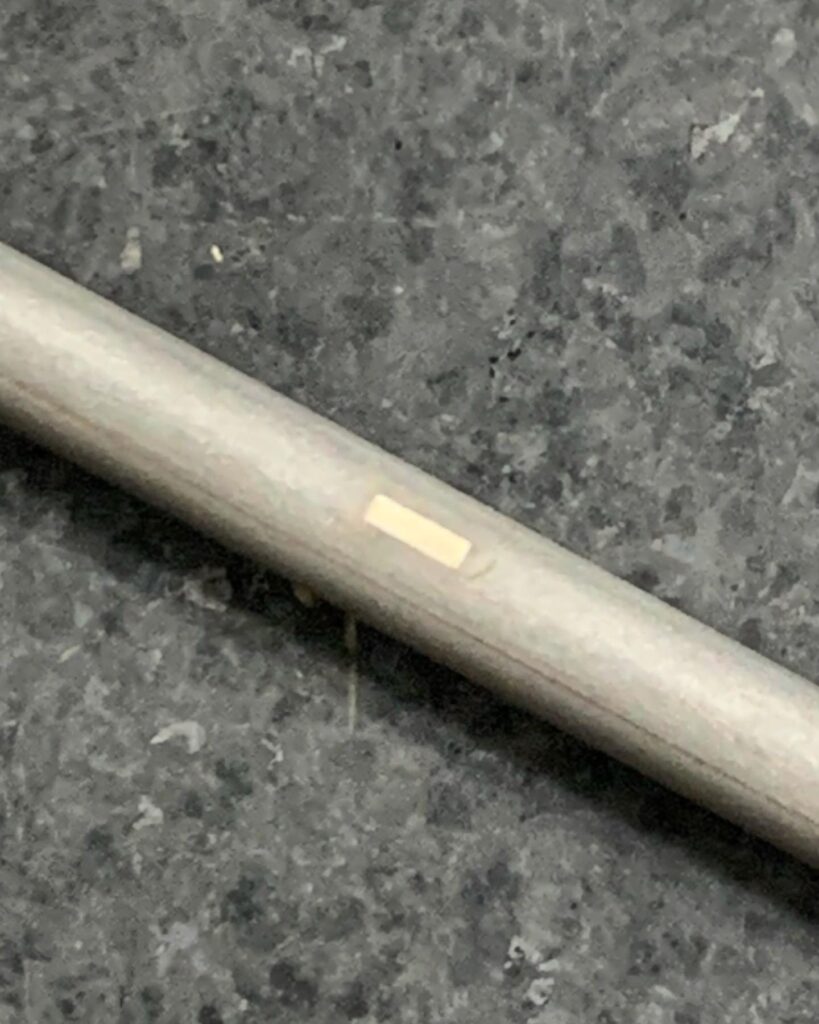
鉄系の素材に型彫放電加工で 巾0.61長さ2.00深さ0.03の加工をしました。
鉄系の素材に型彫放電加工で 巾0.61長さ2.00深さ0.03の加工をしました。巾と長さの測定は放電加工機のヘッドへ電極の代わりに顕微鏡を取り付けて行い、深さは未加工部分に電極をずらしてその差を計測しました。 浅過ぎてなかなか寸法が出せず、思わぬ苦労...