#型彫放電加工– category –
-

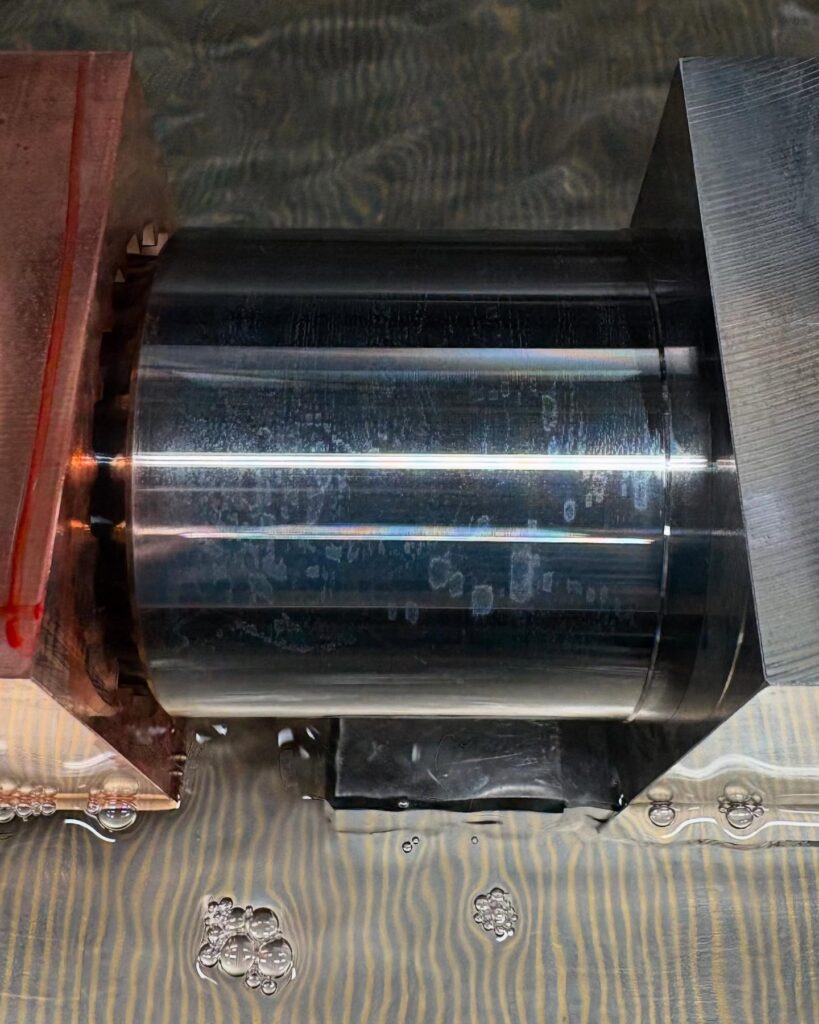
今回は外径約60mmのスプライン形状を横放電で加工しました。
今回は外径約60mmのスプライン形状を横放電で加工しました。長さが50mm超えの加工だった事もあり、スラッジのはけが悪くて想定以上に時間が掛かってしまった。横方向と縦方向に寸法差は出てしまったが、同時に注文して頂いたワイヤーカット加工でのスプラ... -
アルミ素材にM3のタップ加工中、タップを折ってしまったとの事で持込。
アルミ素材にM3のタップ加工中、タップを折ってしまったとの事で持込。 穴径が小さくアルミに対しては細穴加工機だと仕上がりが余り良くないので型彫放電加工機でタップ除去しました。 -
切削加工で削り出された角隅部の逃げ加工のご依頼。
切削加工で削り出された角隅部の逃げ加工のご依頼。幅1mmn全長170mmの逃げなので放電加工で加工しました。 #型彫放電加工 #型彫放電加工機 #三菱電機 #ミクロ技研 #埼玉県 #戸田市 #角隅 -
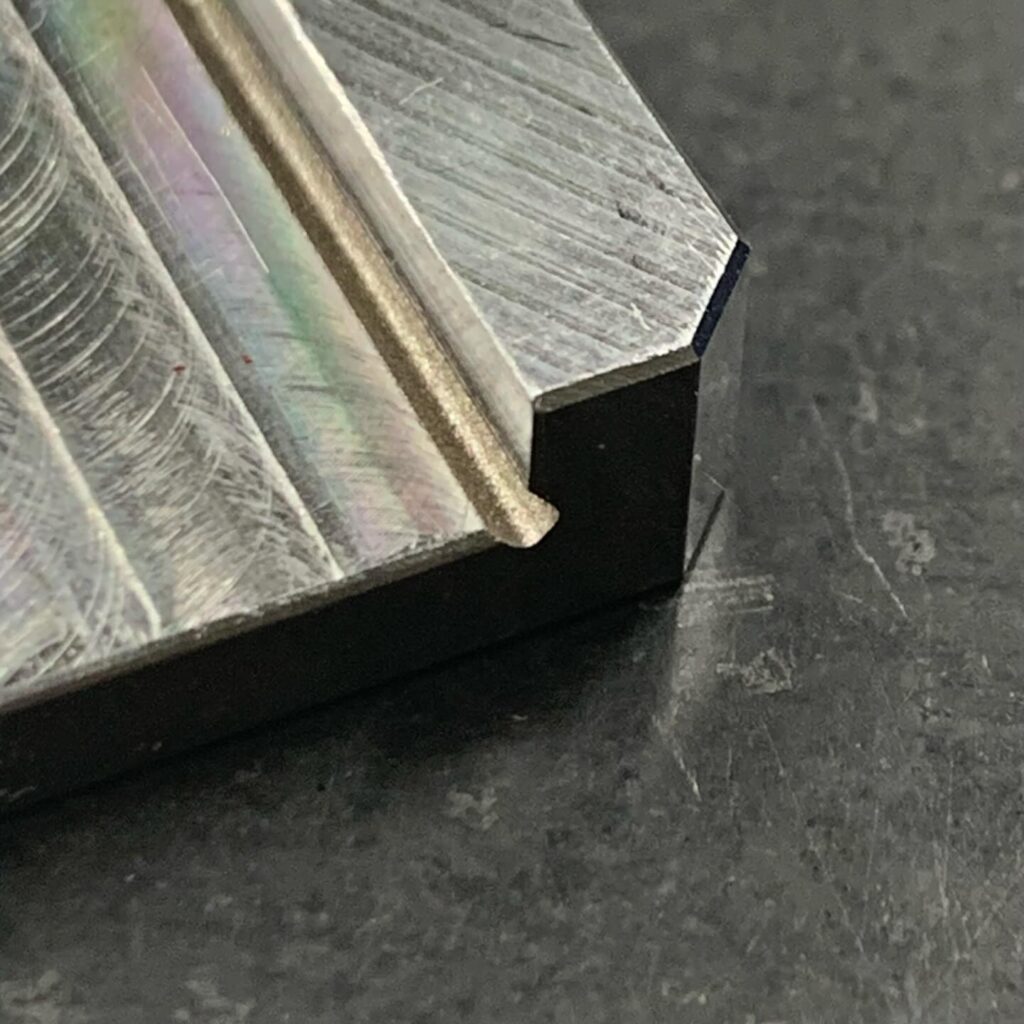
一部に30度の傾斜面が必要との事ですがエンドミルでの切削加工だと凹んだ隅部には刃物のRが残ってしまうので弊社の型彫放電加工機で傾斜面とそれに繋がる平面の加工をしました。
一部に30度の傾斜面が必要との事ですがエンドミルでの切削加工だと凹んだ隅部には刃物のRが残ってしまうので弊社の型彫放電加工機で傾斜面とそれに繋がる平面の加工をしました。 #型彫放電加工 #三菱電機 #ミクロ技研 #傾斜面加工 -
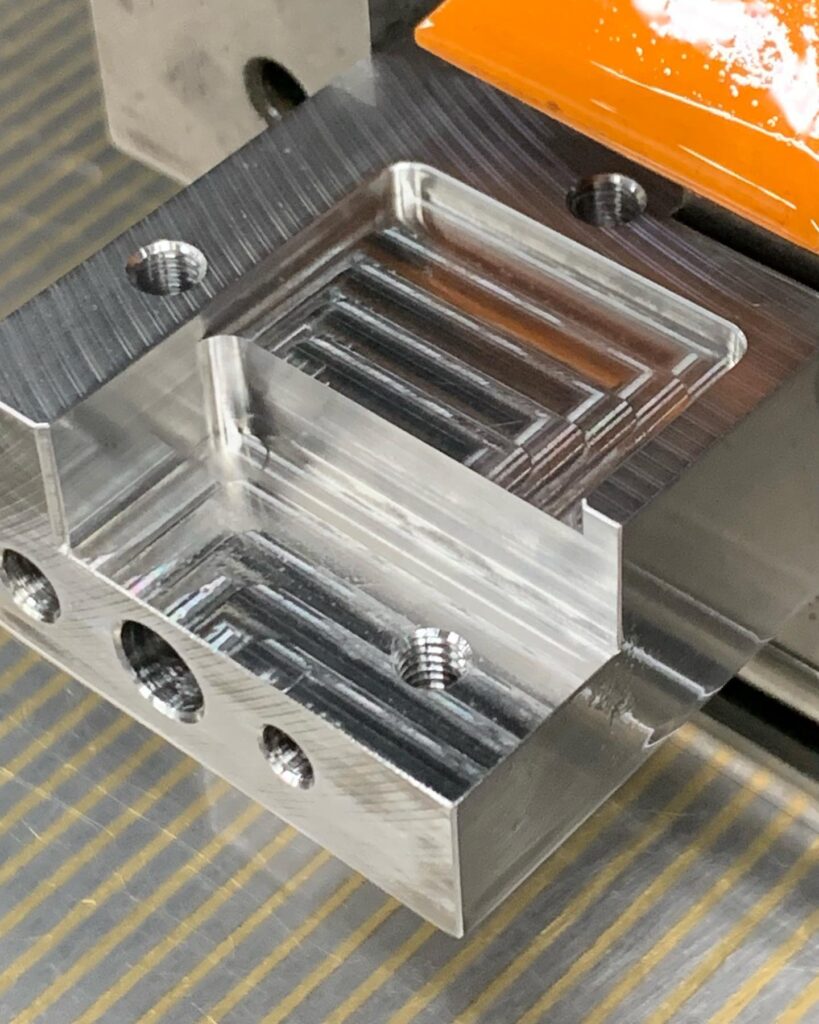
全高38mmの底部分の厚み出しt=4.5±0.05・t=5.0±0.05とR29.5+0.01〜0.03の寸法出し
全高38mmの底部分の厚み出しt=4.5±0.05・t=5.0±0.05とR29.5+0.01〜0.03の寸法出し 厚みはt=4.523・t=5.032RはR29.52に加工出来ました。 放電部分の面粗度はRz6.3を狙って加工しました。 #型彫放電加工 #三菱電機 #ミクロ技研 #戸田市 -
フライスで加工されたアルミの角穴側面への丸穴追加工のご依頼。
フライスで加工されたアルミの角穴側面への丸穴追加工のご依頼。兄側面なので切削の刃物は使えず放電加工で加工しました。直径φ4.5mm深さ2.5mmを追加しました。 #型彫放電加工 #三菱電機 #ミクロ技研 -
形彫放電加工機のヘッドにφ10mmのピンゲージを咥えてC軸での振れが無いように調整、更にZ軸を動かしても倒れが無いように調整しました。
形彫放電加工機のヘッドにφ10mmのピンゲージを咥えてC軸での振れが無いように調整、更にZ軸を動かしても倒れが無いように調整しました。 Z軸の調整は電極を取り付ける毎にやっていますが、C軸を回転させながら加工する事は稀なのですが時々やっておくと加... -
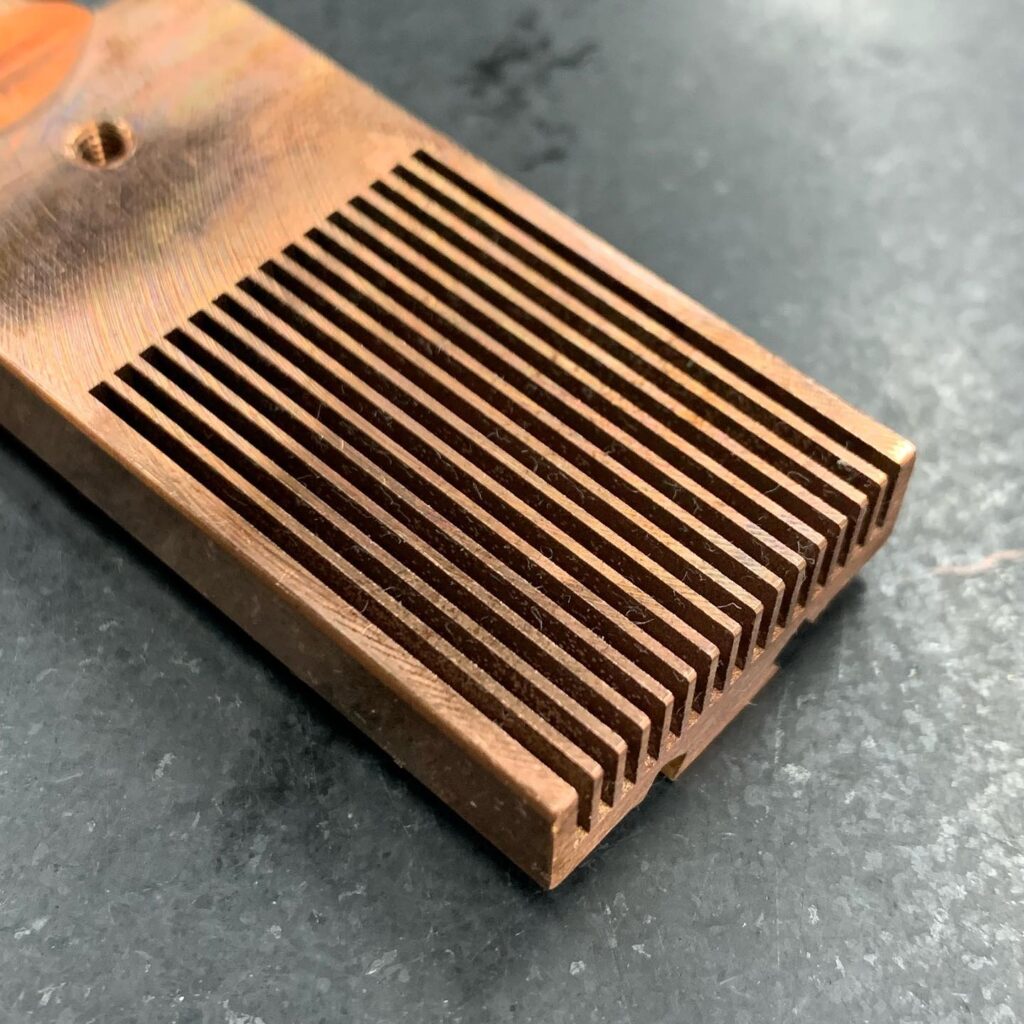
銅材への放電加工
銅材への放電加工以前加工した物の溝幅違いやはり銅への放電加工は時間が掛かって大変でした。 でも精度も想定通りかなり良く、銅材への放電加工に慣れてきた感触です。 #銅材 #放電加工 #銅材への放電加工 #型彫放電加工 #形彫放電加工 -
弊社へのご依頼で結構多いのが六角穴放電加工です。
弊社へのご依頼で結構多いのが六角穴放電加工です。弊社では様々なサイズの六角穴用電極を事前に用意してありますので、対応できるサイズであれば即日対応も可能です。もし該当するサイズのストックが無かったとしても社内のワイヤーカットで切り出して加... -
銅への放電加工のリピート
銅への放電加工のリピート 以前と寸法の違う溝を加工中一本目の電極が役目を終えました。やはり結構な量を消耗してます。電極は銅タングステンで製作しました。 #銅タングステン電極 #銅タングステン #放電加工 #型彫放電加工 #ミクロ技研 #戸田市






12