#型彫放電加工– category –
-

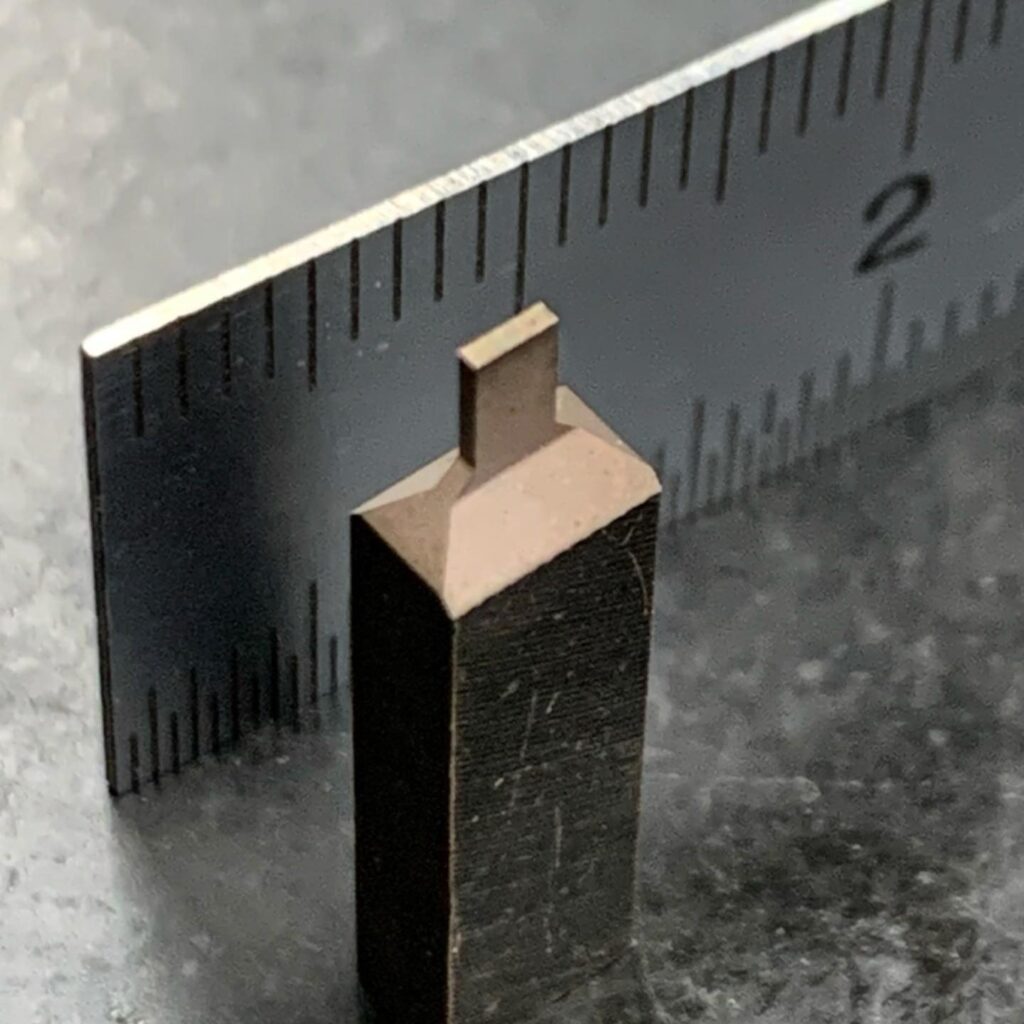
銅材への放電加工時に使用した銅タングステンで製作した電極です。
銅材への放電加工時に使用した銅タングステンで製作した電極です。 0.61✖️2.00の加工なので片側➖0.05させた寸法で電極は出来ています。 随時必要な時にすぐワイヤーカットで電極が作れるというのは弊社の強みの一つ。 困った放電加工があったら是非ご相談... -
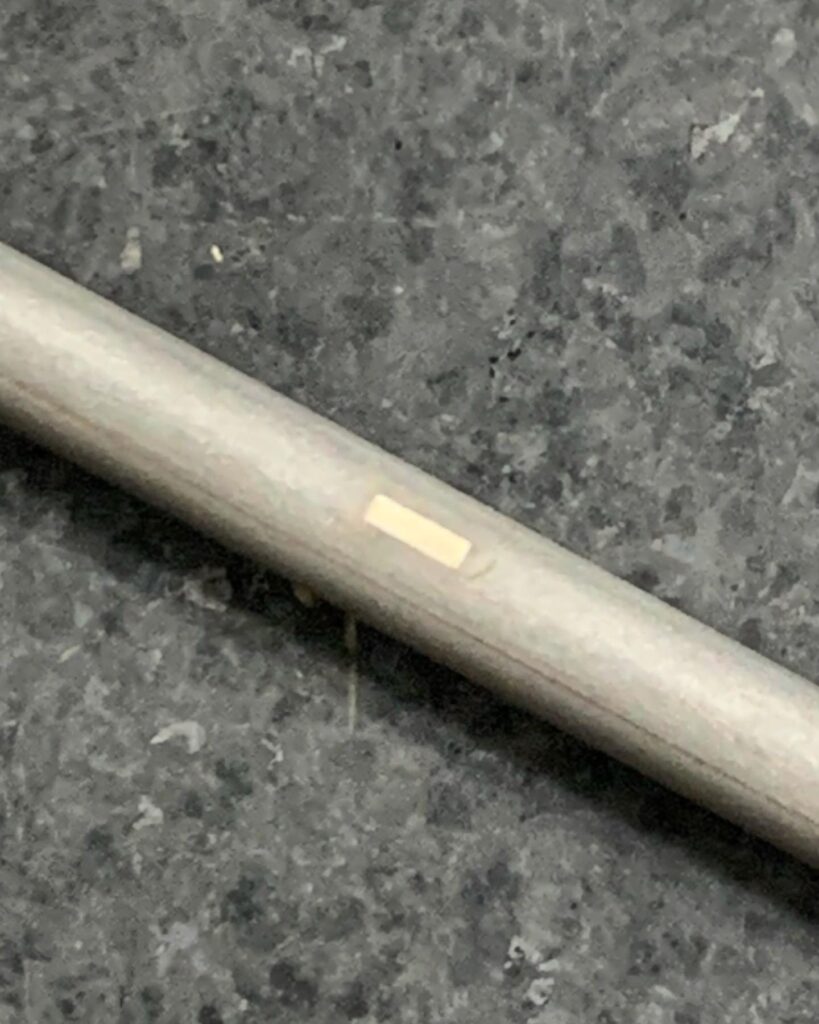
鉄系の素材に型彫放電加工で 巾0.61長さ2.00深さ0.03の加工をしました。
鉄系の素材に型彫放電加工で 巾0.61長さ2.00深さ0.03の加工をしました。巾と長さの測定は放電加工機のヘッドへ電極の代わりに顕微鏡を取り付けて行い、深さは未加工部分に電極をずらしてその差を計測しました。 浅過ぎてなかなか寸法が出せず、思わぬ苦労... -
銅素材への放電加工
銅素材への放電加工溝幅0.5mm 長さ30mm 深さ6mmの溝を15本加工しました。溝幅が細く電極の加工が難しいのと、電極の摩耗が激しい銅素材への放電加工がなかなか苦労しました。 時間は掛かりましたが良い精度の品物が出来上がりました。 #型彫放電加工 #ワイ... -
#型彫放電加工 #ミクロ技研 #三菱電機
#型彫放電加工 #ミクロ技研 #三菱電機 -
真鍮部品への型彫放電加工
真鍮部品への型彫放電加工表面から1mm彫り込み更に0.5mm4箇所彫り込んであります。 真鍮や銅への放電加工は電極の消耗が多く、角や底のエッジが丸まりやすくて何度も何度も電極の先端をフレッシュな状態にして加工を繰り返す必要があります。 #型彫放電加... -
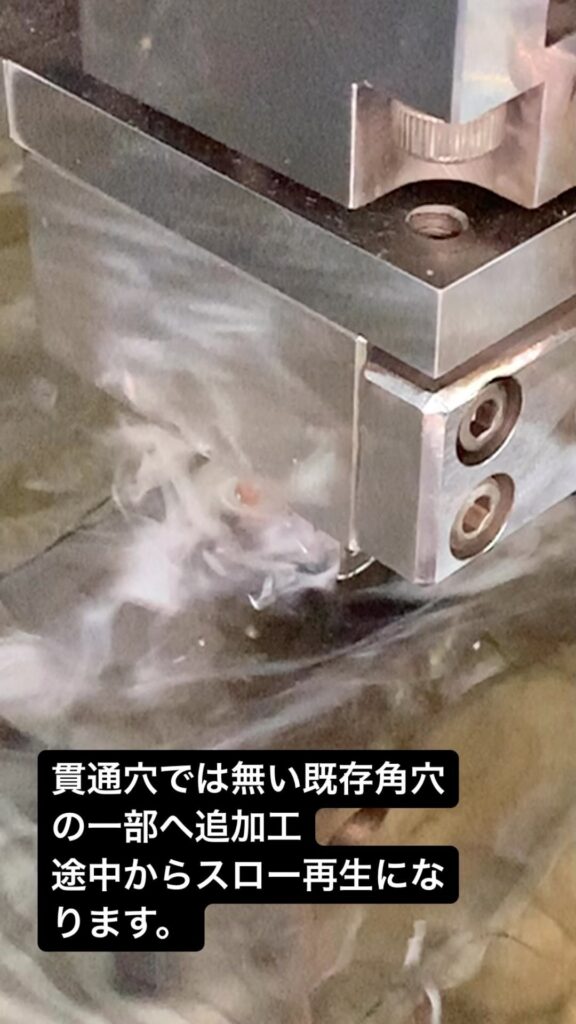
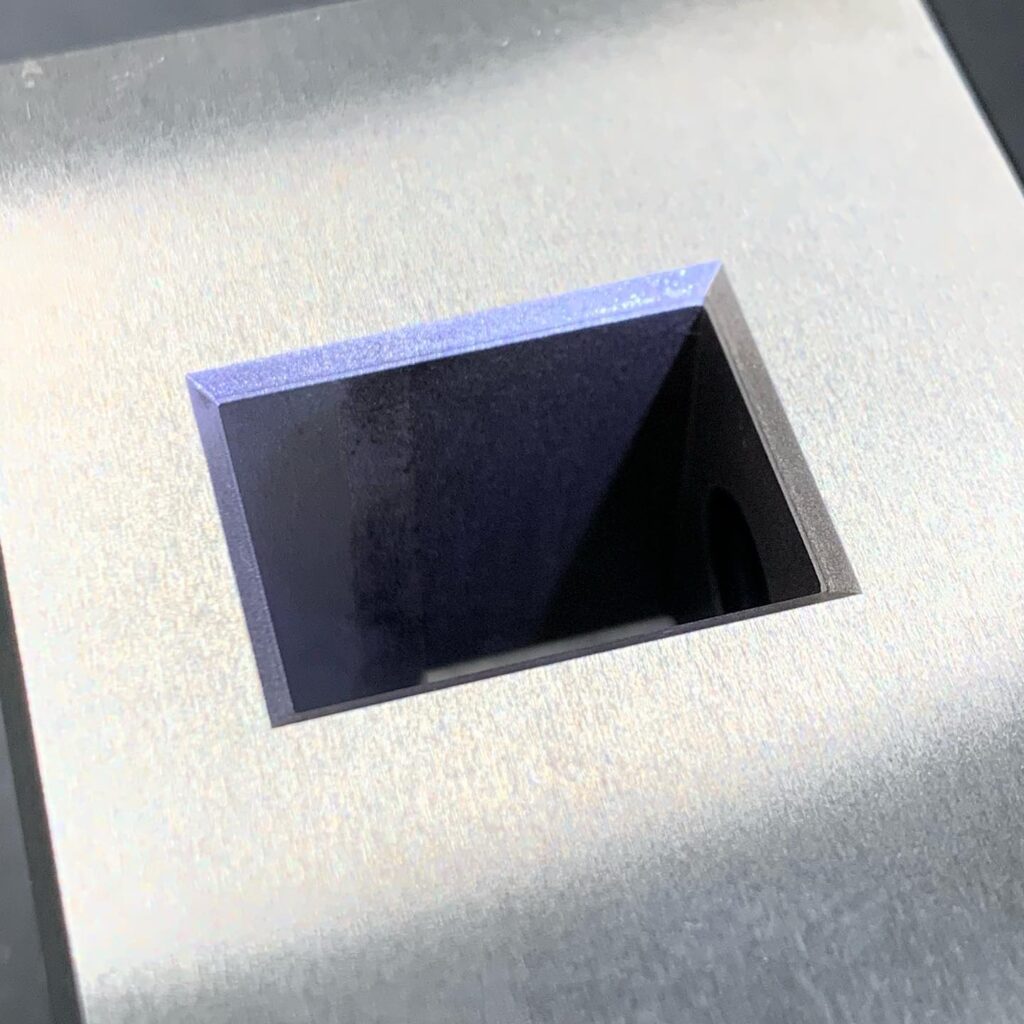
2箇所にRが付いたダイ形状の途中までを約7mm放電加工で除去して欲しいとのご依頼。
2箇所にRが付いたダイ形状の途中までを約7mm放電加工で除去して欲しいとのご依頼。ワイヤーカットで仕上がっている14.5mm -0+0.02の側面に段差を付けず公差はそのまま。長手方向もワイヤーの面から20.05 -0+0.02と云う公差でした。角穴の入口には全周C1の... -
上側の状態の支給品へお客様より指定されたスプラインの加工を型彫放電加工で行いました。
上側の状態の支給品へお客様より指定されたスプラインの加工を型彫放電加工で行いました。 #型彫放電加工 #スプライン加工


12