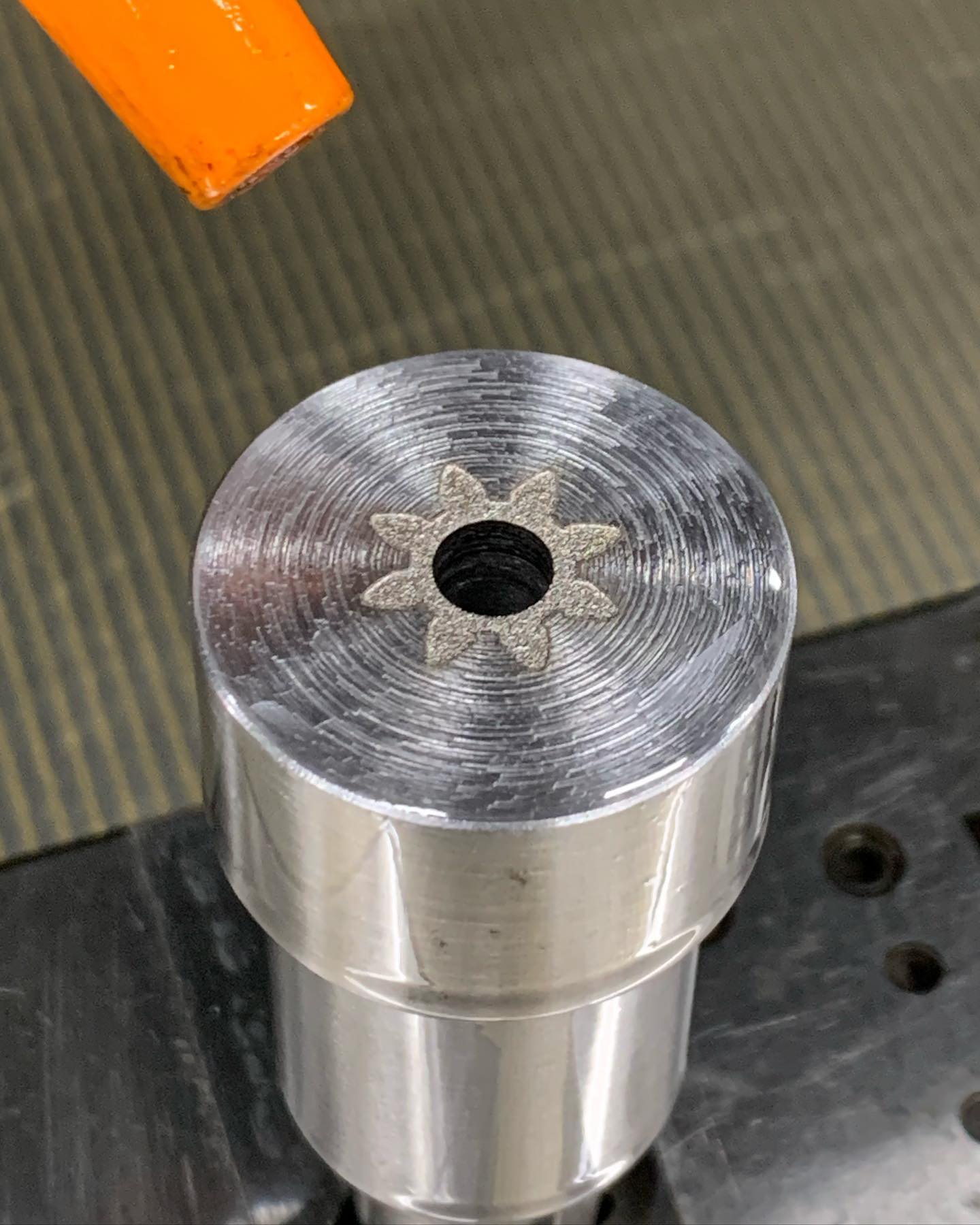
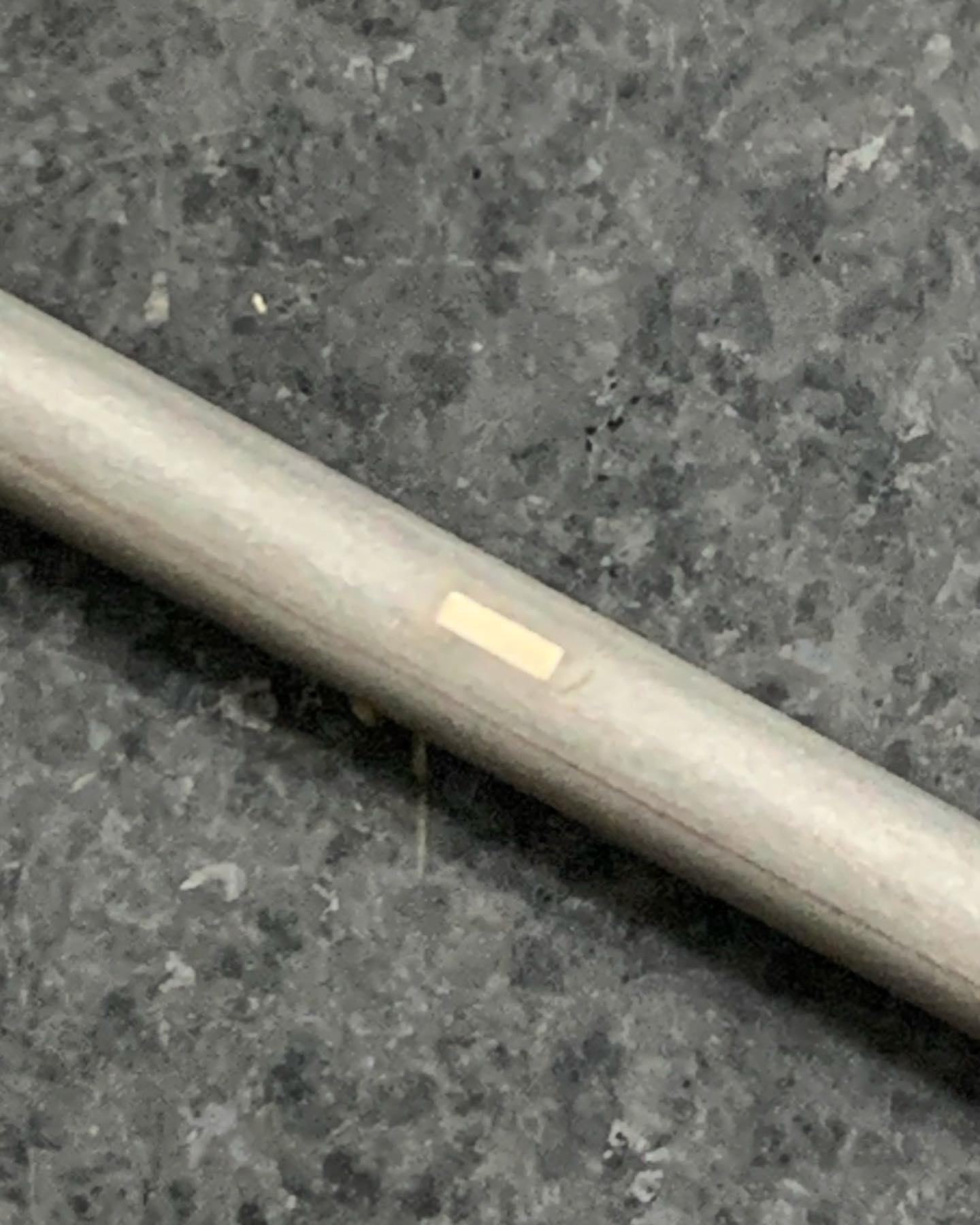
鉄系の素材に型彫放電加工で 巾0.61長さ2.00深さ0.03の加工をしました。
鉄系の素材に型彫放電加工で 巾0.61長さ2.00深さ0.03の加工をしました。
巾と長さの測定は放電加工機のヘッドへ電極の代わりに顕微鏡を取り付けて行い、深さは未加工部分に電極をずらしてその差を計測しました。
浅過ぎてなかなか寸法が出せず、思わぬ苦労をしてしまいました。
#型彫放電加工 #三菱電機 #ミクロ技研 #戸田市
巾と長さの測定は放電加工機のヘッドへ電極の代わりに顕微鏡を取り付けて行い、深さは未加工部分に電極をずらしてその差を計測しました。
浅過ぎてなかなか寸法が出せず、思わぬ苦労をしてしまいました。
#型彫放電加工 #三菱電機 #ミクロ技研 #戸田市