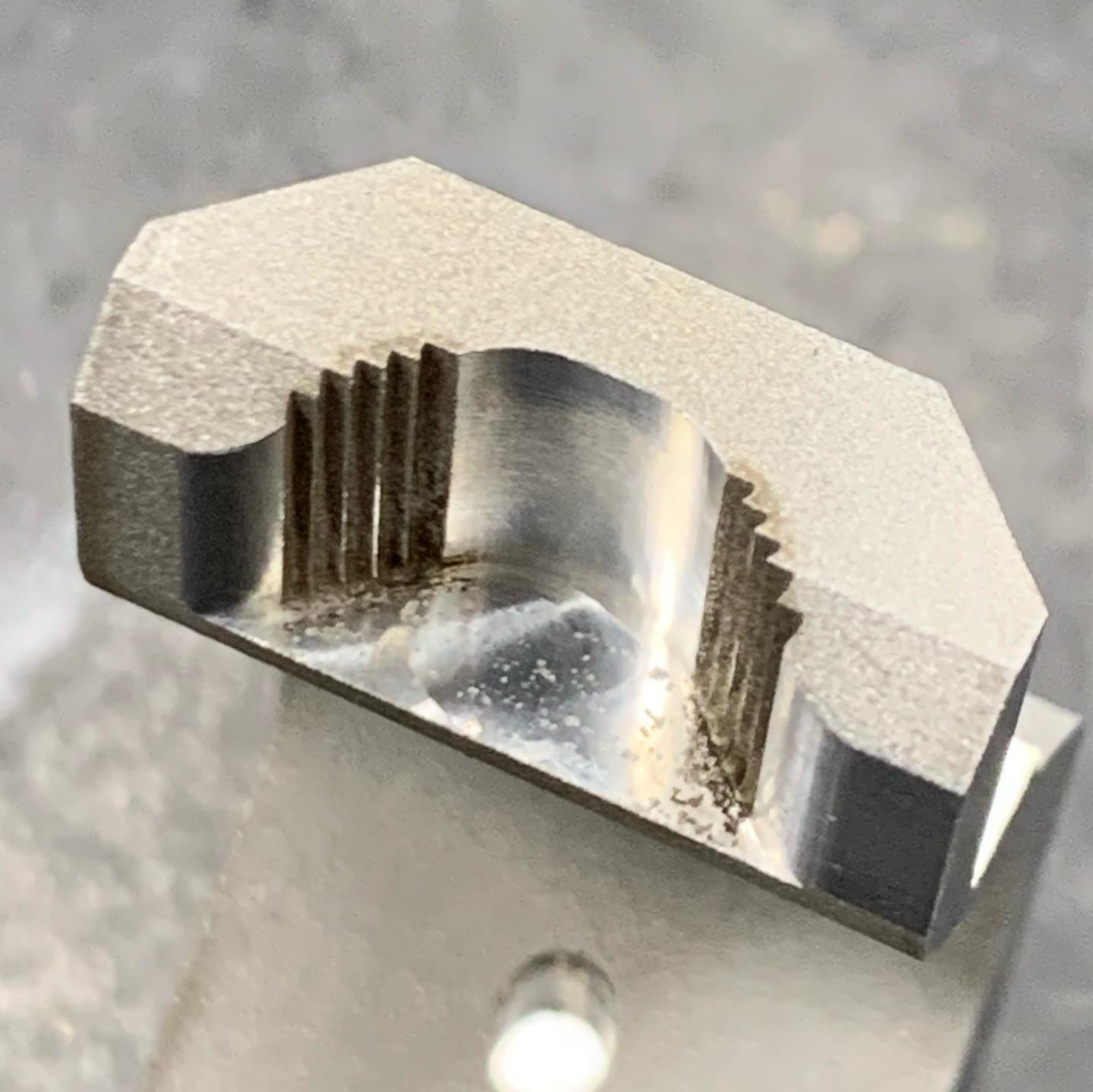
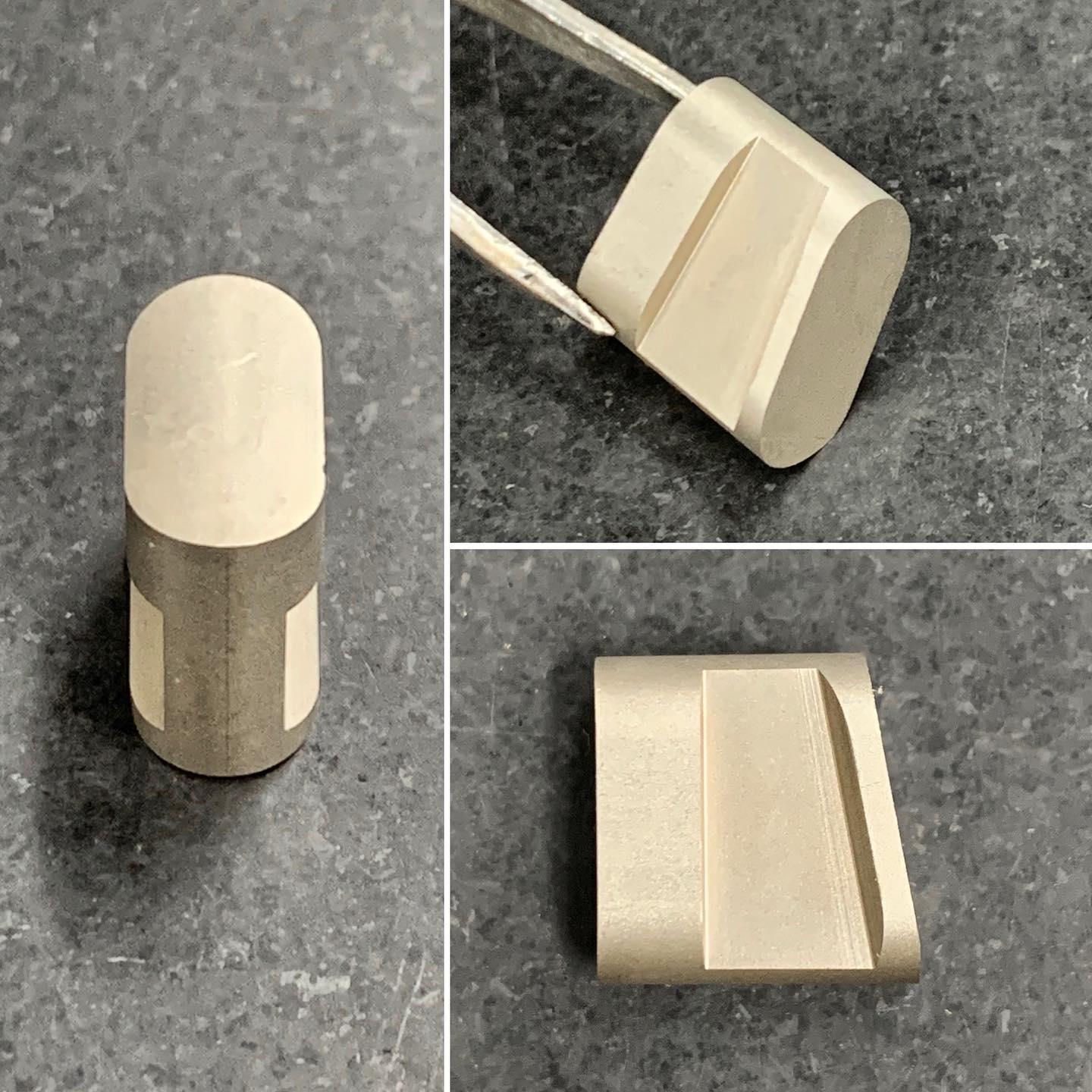
細穴放電加工機でφ0.8mmの下穴を開けたピンに2.35*4.00の角穴をワイヤー放電加工機で加工しました。

細穴放電加工機でφ0.8mmの下穴を開けたピンに2.35*4.00の角穴をワイヤー放電加工機で加工しました。
・
穴公差は-0,+0.02です。
#三菱電機 #ワイヤーカット #edmwirecut #edmwire #ミクロ技研 #埼玉県 #戸田市 #MITSUBISHI #Wire cut
・
穴公差は-0,+0.02です。
#三菱電機 #ワイヤーカット #edmwirecut #edmwire #ミクロ技研 #埼玉県 #戸田市 #MITSUBISHI #Wire cut